پرینتر سه بعدی SLM
پرینتر سه بعدی SLM یا Selective Laser Melting به معنای استفاده از لیزر جهت ذوب ( آلیاژ فلزات ) می باشد.
روش کار به این صورت است که با استفاده از لیزر ndyag یا لیزر nd yb و با بهره گیری از دستگاه اسکن هد نور لیزر از بالا به سطح کار ( آغشته از پودر فلزات ) تابیده می شود و با ذوب و جوش آن ها هر لایه را می سازد. سپس با پایین رفتن سطح کار به اندازه ضخامت لایه بعدی و تکرار عملیات تا آخرین لایه، در نهایت موجب چاپ قطعه می شود.
کلیه این عملیات در یک فضای بسته خالی از اکسیژن و پر شده از گاز نجیب اتفاق می افتد.
از آنجایی که هر آلیاژی از فلز نیاز به قدرت خاصی از لیزر جهت ذوب شدن و همچنین سرعت جوش کاری متفاوتی دارد، لذا شرکت های سازنده پرینتر های سه بعدی SLM جهت جلوگیری از پیچیدگی کار با دستگاه، پودر فلزات مشخصی را در طیف های مشخصی در اختیار مصرف کننده قرار می دهند.
هر پودر دارای کد خاص خود می باشد که با اعلام آن به پرینتر سه بعدی، به صورت اتوماتیک قدرت لیزر و سرعت جوشکاری متناسب با آن تنظیم میگردد.
در دو تکنولوژی پرینتر سه بعدی SLM و DLMS پخت مستقیم فلز توسط لیزر می توان قطعات را همانند تکنیک SLS تولید کرد با این تفاوت که DMLS و SLM برای پرینت فلزات به کار می روند.
پرینتر SLM پودر را به صورت کامل ذوب میکند در حالی که پرینتر سه بعدی DLMS آن را می پزد، این به این معناست که DMLS فقط با آلیاژهای نیکل تینانیوم 65 و غیره کار می کند در حالی که SLM می تواند از یک فلز خالص استفاده کند ( مانند آلو مینیوم )
بر خلاف تکنیک پرینت سه بعدی SLS تکنیک SLM و DMLS به ساپورت نیاز دارند تا تنش زمان پرینت را بر طرف کنند این کار را امکان و احتمال وقوع تابش پیچش کمتر می شود لازم به ذکر است که DLMS در تکنولوژی ساخت افزایشی ( پرینتر سه بعدی ) بهتر از SLM جواب داده است و قادر است قطعات بزرگتری را پرینت کند.
تصویری از تکنولوژی پرینت SLM و DMLS (فناوری صنعتی)
ذوب لیزر
تکنیک هایی که از این تکنولوژی استفاده می کنند.
Selective Laser Melting = SLM
Direct Metal Laser Sintering = DMLS
Laser Cusing
کاربرد های پرینتر سه بعدی SLM
- نمونه سازی
- ساخته سازه های ساپورت
- ساخت سری قطعات کوچک فلزی
- ساخت ابزار
- مشخصه های تکنولوژی
- حداکثر فضای ساخت 500 * 400 * 600 mm
- دقت : +/- 0.05 – 0.2 mm
- کمترین ضخامت لایه : 0.03 mm
- کیفیت سطح لایه : 4-10 میکرون
- چگالی : بیش از 99 درصد
پرینت سه بعدی DMLS
تکنولوژی پرینتر سه بعدی DMLS کاملا با تکنولوژی SLM یکسان می باشد با این تفاوت که تکنولوژی پرینت سه بعدی DMLS دقت بالا ترینسبت به تکنولوژی SLM دارد.
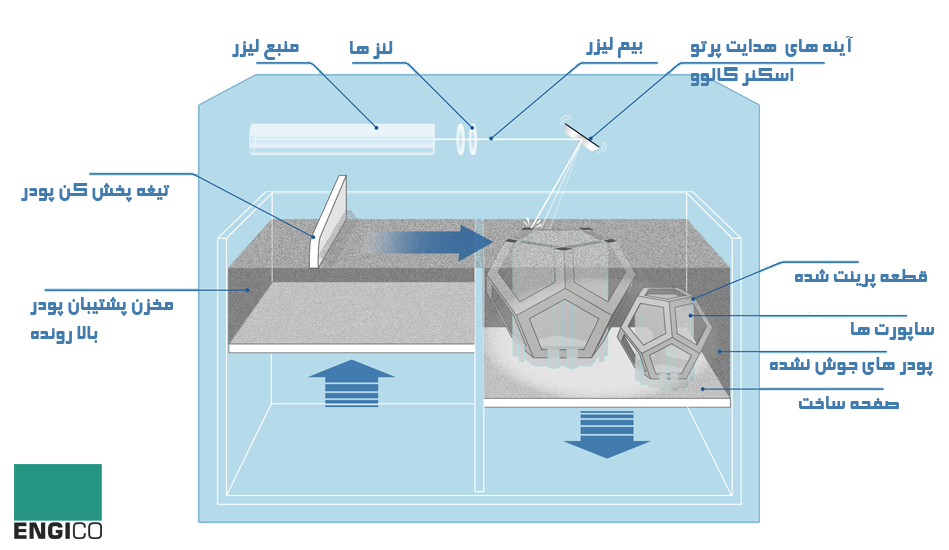
نحوه عملکرد چاپگر سه بعدی SLM
در مرحله اولیه یک لایه نازک از پودر فلز مورد نظر بر روی محفظه ساخت قرار می گیرد . سپس یک بیم لیزر (یا چندین بیم لیزر) نقاطی را که در این تکنیک نیاز است چاپ شود (با ذوب نمودن پودر) به یک دیگر جوش می دهد. سپس یک لایه نازک دیگر بر روی این لایه قرار می گیرد و لایه بعدی چاپ می شود. این عمل تا زمانی که قطعه مورد نظر کاملا ساخته شود ادامه پیدا میکند.
در تکنولوژی SLM برای زوایای قطعه و بخش هایی که زیرکار ندارند به سازه ساپورت نیاز دارد. ساپورت گذاری باعث می شود که گرما از بخش های اصلی قطعه دور شده و قطعه سریعتر خنک شود که این امر باعث کاهش استرس قطعه فلزی می شود.همچنین جلوی وا رفتن قطعه و تغییر شکل در زمان چاپ می گیرد.
معرفی پرینتر سه بعدی SLM یا DMLS
پرینتر سه بعدی SLM یا DMLS تکنولوژی است که می تواند قطعات فلزی کاربردی را با چگالی بالای ( 99.8 درصد) و توان مکانیکی بالا (نسبت به روش های ساخت سنتی) را ارائه دهد.
مزایا و معایب تکنولوژی SLM
مزایا تولید قطعات فلزی کاربردی با چگالی بالا (بالای 99 درصد) و توان مکانیکی بالاتر (نسبت به روش های ساخت سنتی) را ارائه دهد. شما می توانید از انواع مختلف فلز در این تکنولوژی استفاده نمایید. قطعات پرینت شده را می توانید در دستگاهای مکانیکی خود به طور مستقیم مورد استفاده قرار دهید.
معایب این تکنولوژی مشکلاتی همچون سرعت کم ، سطح خارجی نا مطلوب را داراست.(البته نا گفته نماند می توان با عملیات پس پردازش به میزان قابل توجهی از این مشکل را کاهش داد)

تصویر از متریال (پودر فلزات) SLM

تصویر نمونه کار تکنولوژی DMLS

نمای داخل اتاق ساخت یک دستگاه SLM

تصویر نمونه کار تکنولوژی DMLS
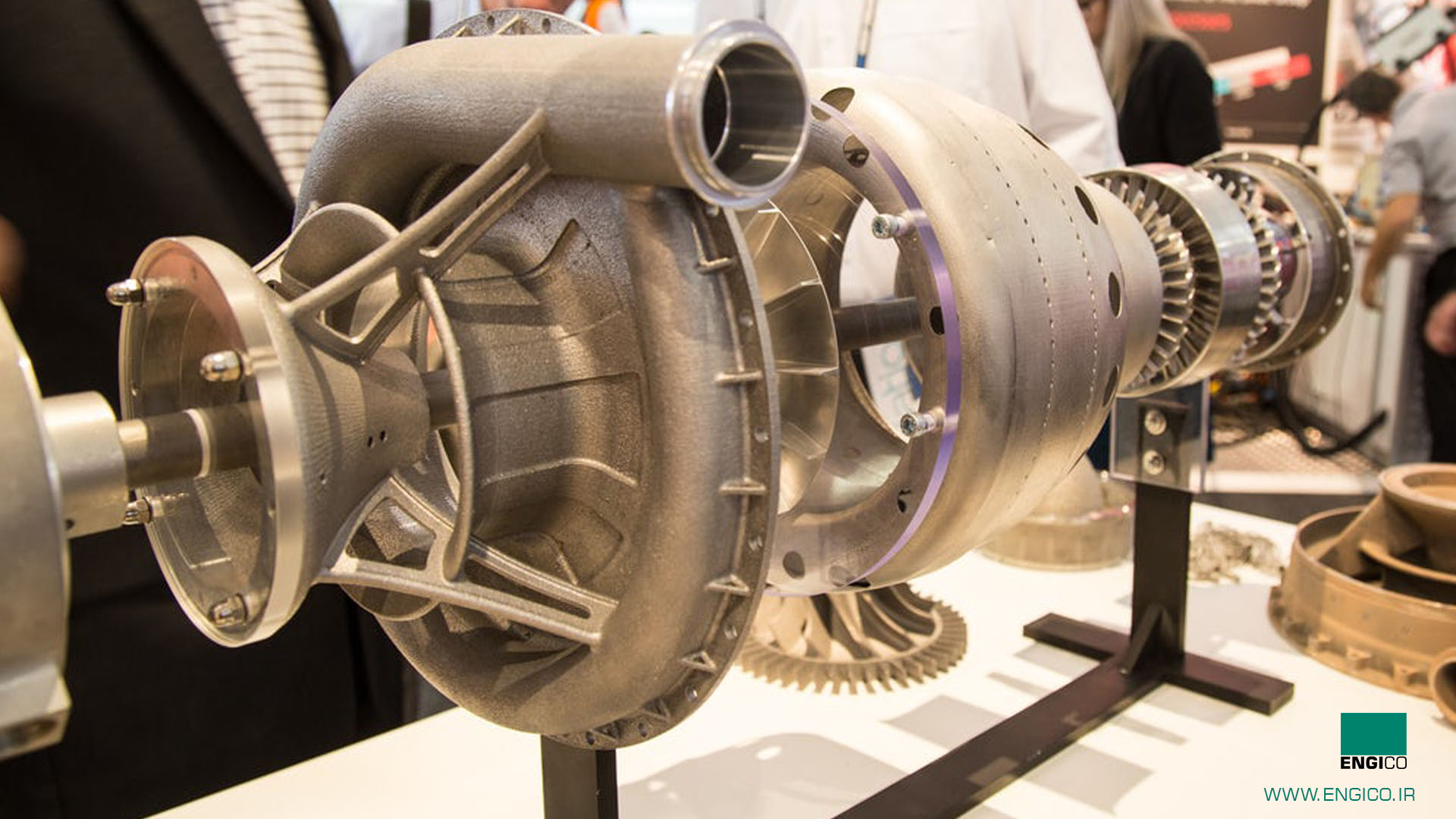
کمپانی EOS آلمان مینی توربو جت

موتور راکت ناسا
ساپورت در پرینتر سه بعدی SLM یا DMLS
در تکنولوژی های پرینت فلزات یا پرینترهای سه بعدی SLM یا DMLS در همه موارد از ساپورت به منظور نگهداشتن قطعه روی صفحه ساخت استفاده می شود.برآمدگی های شدید که زاویه آن بیشتر از35 درجه باشد را می توان چاپ کرد. زمانی که باید ساپورت هایی در نظر بگیریم باید حتما توجه کنیم که در دسترس باشند در غیر این صورت در عملیات بعد از چاپ در قطعه باقی خواهند ماند.!
استفاده از ساپورت در پرینترهای سه بعدی فلزات هیچ تاثیری در کیفیت پرینت ندارد و در صورتی که عملیات پاکسازی به درستی انجام شود هیچ اثری از ساپورت باقی نخواهد ماند.

در چاپگر سه بعدی فلزات چه زمانی به ساپورت نیاز داریم؟
نوع عملیات پس از چاپی که به جهت پاکسازی ساپورت ها باید انجام دهیم به نوع و کیفیت سطحی که قصد داریم به آن برسیم بستگی دارد. زمانی که چاپ قطعه به اتمام رسید و قطعه را از محفظه ساخت خارج کردیم مرحله بعدی شامل سندبلاست،کوبیدن و صیقل با دست بشود.
به جز در تکنیک پرتاب ماده یا Polyjet در بقیه تکنیک ها معمولا ساپورتها اثرات مخربی بر ظاهر قطعه می گذارد و بعد از چاپ پس عملیات ها معمولا نیاز هستند تا سطوح را بهتر کنند.
هرچقدر تعداد ساپورت ها بیشتر می شود طراحی پیچیده تر خواهد بود ولی می توان این مقدار را با ترفندهایی نظیر توجه به دقت مورد نیاز یا استفاده از جهت مناسب برای پرینت کاهش داد که درنتیجه هزینه و زمان ساخت نیز کاهش خواهند یافت.