پرینتر سه بعدی SLA
پرینتر سه بعدی SLA یا Stereolithography یکی از زیر مجموعه های پرینترهای سه بعدی رزینی است که به صورت کلی از رزین مایع ( پلیمر مایع ) که حساس به فرابنفش بهره می برد. این بدین معنی است که قطعات تولید شده با این تکنولوژی از جنس پلیمرهای حساس به فرا بنفش است.
در پرینترهای سه بعدی SLA لیزری جهت هدایت پرتو لیزر و اثابت آن به رزین مایع حساس به فرا بنفش از سیستم هدایت اسکن هد لیزر استفاده میشود.
از این رو دقت پرینت در پرینترهای سه بعدی SLA لیرزی بستگی به کیفیت فکوس بیم لیرز و سیستم هدایت پرتو و دقت گالوانومترها استفاده شده در دستگاه دارد برای مثلا شرکت فرم لبز ( formlabs ) از سیستم فکوس لیزر سر خود با دقت 70 میکرومتر در پرینترهای سه بعدی FORM2 استفاده کرده است و دقیق چندان بالایی ندارد اما شرکت های دیگر از گالوانومترهای سریع تر و دقیق تر به همراه لنز مجزا استفاده کردن برای مثال شرکت سازنده پرینترهای سه بعدی SLA لیزر DWS ایتالیا از گالوانومترهای 25 میکرومتر و لنز مجزا استفاده کرده است که دقت بسیار بالایی ارائه داده است.
معایب پرینترهای سه بعدی SLA لیزر
با اینکه این تکنولوژی جزو اولین تکنولوژی های پرینت سه بعدی رزینی در جهان بوده اما هم اکنون نیز سرعت پرینتر های که با تکنولوژی SLA لیزری کار می کنند بسیار پایین تر از سرعت پرینتر های سه بعدی رزینی از انواع دیگر است. در واقع سرعت پرینترهای سه بعدی SLA لیزری به گونه ای است که هرچه تعداد مدل هایی که شما برای پرینت قرار داده اید زیاد تر می شود زمان پرینت نیز طولانی تر خواهد شد.
معایب شاخص:
- سرعت پرینتر های سه بعدی SLA لیزری 10 تا 20 برابر کمتر از پرینتر های سه بعدی DLP است.
- عمر کم منبع لیزر فرابنفش در پرینتر های سه بعدی SLA لیزر 10 هزار ساعت است که در مقابل عمر منابع ال ای دی فرابنفش 4 برابر کمتر است.
- دقت پرینت نسبت به قیمت دستگاه های ارزه شده با این تکنولوژی همخوانی ندارد.
- دقت کم هزینه خرید دستگاه بالا است.
پرینتر سه بعدی SLA بیشتر در زمینه های صنعتی مورد استفاده قرار می گیرد.
با توجه به اینکه امروزه تکنولوژی های جدیدتر عرصه را برای تکنولوژی های قدیمی تر تنگتر میکنند از این رو شاهد بوده ایم که جواهر سازان امروز از تکنولوژی های سریع تر و دقیق تر مانند پرینترهای سه بعدی DLP و پرینترهای سه بعدی LIPS استفاده میکنند.
در حال حاضر شرکت های بسیار زیادی در حال ساخت چاپگرهای سه بعدی SLAلیزری به انواع رو میزی و شرکت های انگشت شماری نیز این محصول را به شکال فوق صنعتی و بزرگ تولید می کنند.
آموزش روش ساپورت گذاری در پرینترهای سه بعدی رزینی
پرینتر سه بعدی SLA لیزری به روش (پردازش و تولید بالا به پایین)
تکنولوژی SLA
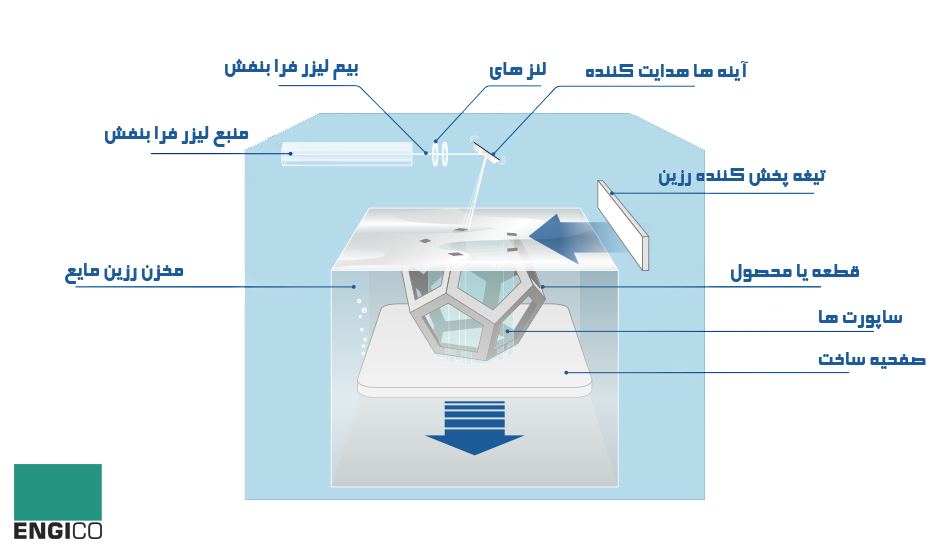
تکنولوژی SLA و نحوه کار آن به این صورت است که با حرکت نور لیزر یووی ، مواد مایه حساس به نور یووی را که در داخل محفظه ساخت قرار دارد ، یک لایه ساخته می شود ، سپس قطعه مورد نظر به میزان یک لایه درون محفظه ساخت فرو می رود (در دستگاهی که نور از بالا می تابد) و در دستگاهایی که نور از پایین به قطعه می تابد ، قطعه بالا می رود. و لایه بعدی چاپ می شود . این عمل تا زمانی که قطعه به صورت کامل ساخته شود ادامه دارد.
SLA یا تکنولوژی Stereolithography (صنعتی این نمونه قیمت بالایی دارد در ایران موجد نیست) میتواند قطعات بزرگی را با دقت بسیار بالا و همچنین کیفیت سطح بالا تولید نماید . با توجه به تنوع مواد قابل استفاده در این تکنولوژی می توان قطعاتی با مشخصات دلخواه تولید نمود. در هر حال این نکته را باید مد نظر قرار دهیم این تکنولوژی فقط با مواد پلیمری حساس به نور کار می کند ، که باعث می شود قطعات چاپ شده به مرور زمان کیفت خود را از دست دهند و همچنین قطعات چاپ شده با این روش از قابلیت های مکانیکی خوبی برخوردار نیستند. که البته با تمکز بالای کوپانی ها در این زمینه محدودیت متریال ها مصرفی در یک سال اخیر بسیار کم رنگ شده است.
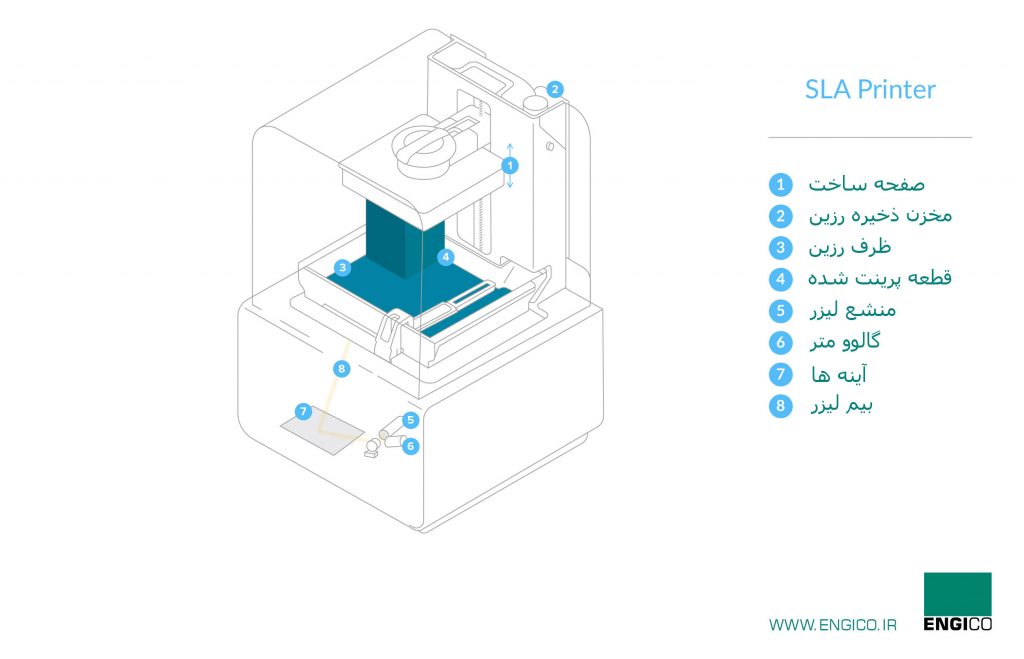
تکنولوژی SLA لیزر به روش (پردازش و تولید محصول پایین به بالا)
دستگاه هایی با تکنولوژی SLA دارای چهار بخش اصلی زیر می باشند:
- مخزنی که با رزین مایع (پلیمر) پر می شود
- سکوی سوراخ داری که حجم مخزن را کاهش می دهد و روی سطح مخزن متصل به محور z قرار می-گیرد
- اشعه ماوراء بنفش (UV)
- فایل جی کدی که محور z دستگاه متصل به سکو و جهت تابش اشعه را کنترل می کند.
ساپورت پرینتر سه بعدی DLP و SLA
مواردی که باید در ساپورت زنی های DLP و SLA به آنها توجه داشت جهت گیری قطعه نقش اساسی در تعیین مکان ساپورت ها در این دو تکنولوژی دارد.با تغییر مناسب جهت، مقدار ساپورت ها و در نتیجه هزینه می تواند به شدت کاهش یابد.اگر زیبایی ظاهری سطوح بسیار مهمتر از بقیه ویژگی ها باشد می توان ساپورت ها را طوری قرار داد تا با سطوحی که مورد اهمیت هستند اصلا ارتباط نداشته باشند.برای چاپ قطعاتی با جزئیات کوچک یا با پیچیدگی های بسیار و ریز،جدا کردن و قسمت قسمت کردن قطعه و سپس چاپ و سر هم کردن آنها با استفاده از چسب یا اتصالات مناسب باعث افزایش کیفیت چاپ می شود.
جدا سازی ساپورت ها در پرینترهای سه بعدی SLA و DLP
برای حصول اطمینان از اینکه قطعه در حال چاپ از صفحه کنده نشود و در وان شناور نشود در این دو تکنولوژی بیشتر اوقات به ساپورت نیاز است.سازه های ساپورت در این چاپگرها به شکل دنده های باریکی هستند که انتها های کوچکشان به جهت نگه داشتن مواد و صرفه جویی در وقت به مدل متصل شده اند.تعداد ساپورت ها،جای قرارگیریشان و جایی که به مدل متصل می شوند توسط نرم افزار محاسبه می شود و بسته به شکل،وزن و جهت مدلی که قصد چاپ آن را داریم متغیر خواهد بود.
