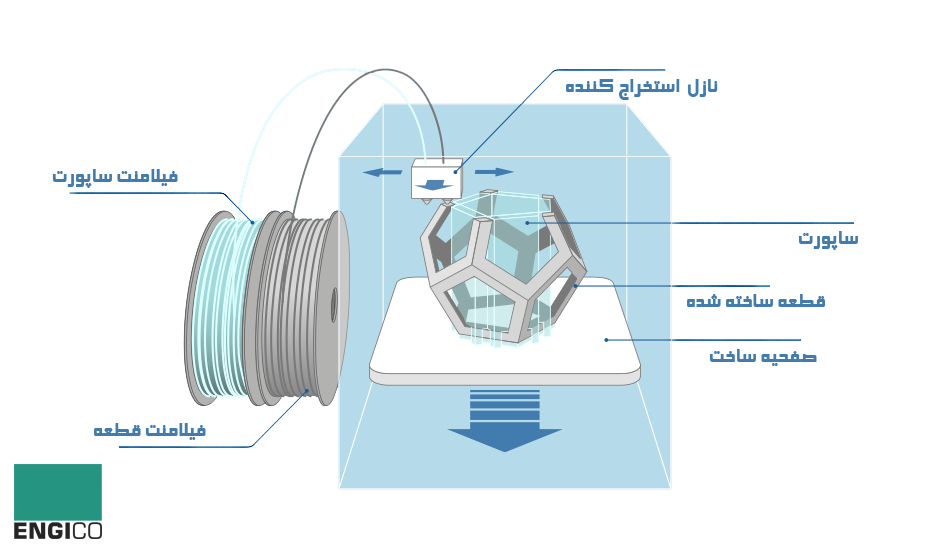
پرینتر سه بعدی FDM
پرینتر سه بعدی FDM یا تکنولوژی Fused deposition modeling در واقع اولین پرینتر سه بعدی جهان بود که توسط اسکات کرامپ ( Scott Crump ) اختراع شد. در این روش از ذوب مواد که غالبا پلیمرهای گرمانرم می باشند استفاده میشود. عمده ترین این پلمیرها ABS بوده که استفاده از آن در موارد دیگری نیز رایج است.
در این روش تلاش های بسیاری شده تا با هدف افزایش کیفیت قطعات چاپ شده از مواد دیگری مانند ترکیب سرامیک و پلیمرهای گرمانرم نیز استفاده شود. از جمله شرکت هایی که این تلاش ها را در جهت توسعه و افزایش کاربرد و کیفیت این پرینتر انجام دادند می توان به makerbot آمریکا اشاره کرد.
مزیت اصلی این پرینتر هزینه بسیار پایین تر چاپ نسبت به سایر تکنولوژی ها می باشد. جالب است بدانید از پرینتر سه بعدی fdm در کشورهای مانند ژاپن به عنوان دستگاهی خانگی جهت ساخت مجسمه های اسباب بازی برای بچه ها استفاده میگردد.
ایراد اصلی پرینترهای سه بعدی FDM کیفیت و دقت پایین چاپ و همینطور عدم امکان پرینت قطعات با پیچیدگی بالا اشاره کرد.
پرینتر سه بعدی FFF
پرینتر سه بعدیFFF یا Fused Filament Fabrication در واقع همان پرینتر سه بعدی FDM است با این تفاوت که در این روش بر ورود مواد پلیمری به صورت رشته تاکید شده است.
ویدئو معرفی پرینتر سه بعدی FDM توسط انجیکو
تیم دوبله و ترجمه انجیکو تقدیم می کند…
ساپورت در پرینتر سه بعدی FDM
در این تکنولوژی فیلامنت ذوب شده به صورت رشته ای بیرون می آید و روی رشته قبلی که که سرد و سفت شده قرار می گیرد،این فرایند آنقدر تکرار می شود تا قطعه به طور کامل ساخته شود.
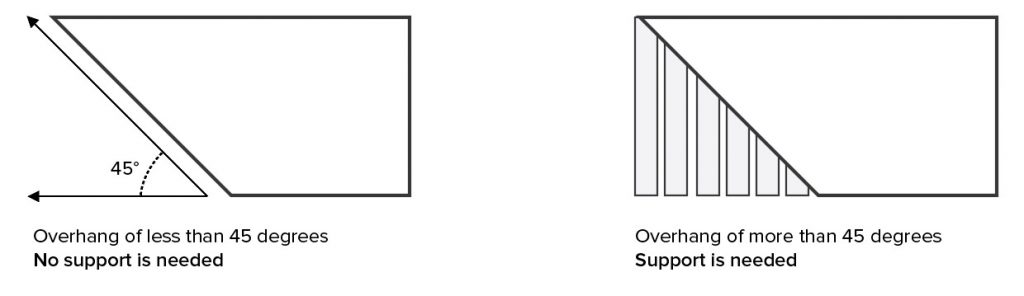
در تکنولوژی FDM چه زمانی نیاز به ساپورت داریم؟
پل زدن
در اینجا یک استثنا به نام پل زدن وجود دارد زیرا رشته های که از نازل بیرون می آیند داغ هستند و این رشته های فیلامنت داغ را می توان بدون اینکه فرو بریزند به مقدار کمی کشید لذا در این تکنیک می توان بین فواصل کوتاه تا 5 میلیمتر از ساپورت استفاده نکرد اما اگر فواصل بیشتر از 5 میلیمتر شود ساپورت باید لحاظ شود.
مثال:
برای مثال چاپ مدلهایی از حروف “Y” ،”H” و “T” را در نظر بگیرید
- بازوهای Y به راحتی قابل چاپ هستند حتی اگر بلند باشند زیرا زاویه آنها 45 درجه یا کمتر است.
- چاپ حرف “H” کمی پیچیده تر است. اگر طول پل وسط “H” کوتاه تر از 5 میلیمتر باشد می توان بدون استفاده از ساپورت پل زد اما اگر بلند تر از 5 میلیمتر باشد نیاز به ساپورت خواهیم داشت که باید در طراحی لحاظ کنیم.
- بازوهای حرف “T” هیچگونه نگهدارنده ای ندارند و از طرفی دارای زاویه 90 درجه هستند این به این معنی است که استفاده از ساپورت الزامی است در غیر اینصورت رشته ها سقوط می کنند.
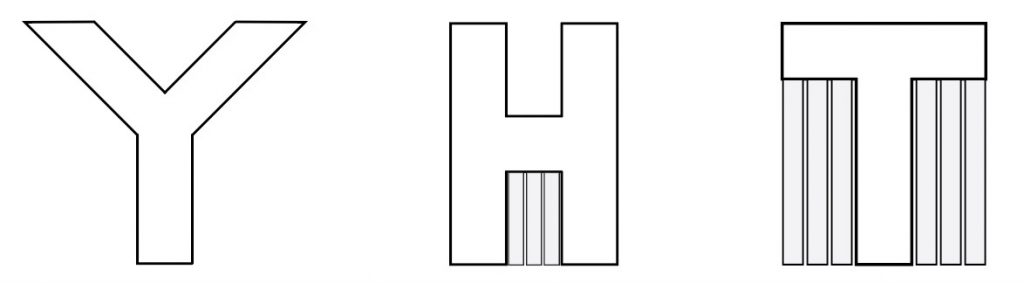
تصویر زیر نمونه های چاپ شده این حروف را نشان می دهد.

در تصویر زیر می توانید نمونه چاپ شده حرف “T” را با استفاده از ساپورت و بدون استفاده از آن مشاهده کنید.همانطور که می بینید نمونه بدون ساپورت فیلامنت زیادی را در اثر سقوط از دست داده که علاوه بر خرابی ساختار قطعه به تمیزکاری و عملیات بعد از ساخت بیشتری نیز نیاز دارد.

ایرادات ساپورت زنی با مواد تکنولوژی FDM
یکی از ایرادات ساپورت زنی با FDM این است که همیشه به عملیات تمیزکاری پس از پرینت نیاز دارد که باعث ماندن جای ساپورت بر روی قطعه یا آسیب رسیدن به خود قطعه در آن نقطه می شود.مشکل دیگر اینکه لایه هایی که روی ساپورت قرار می گیرند از کیفیت کمتری برخوردار خواهند بود زیرا ساپورت نمی تواند مانند لایه های محکم ثابت بایستد و ممکن است حرکات جزئی داشته باشد،همچنین ممکن است جدا کردن ساپورت ها از قسمت های کوچک،پیچیده و حساس سخت باشد و در نهایت باعث شکستن قطعه شود.
علاوه بر اینها ساپورت زنی در FDM به مواد چاپ بیشتری نیاز دارد که موجب افزایش هزینه ها می شود از طرفی کار مورد نیاز بعد از چاپ برای تمیزکاری و حذف ساپورت ها هم به طور کلی باعث افزایش بیشتر هزینه های این روش می شود.
در FDM به چه مقدار ساپورت نیاز داریم؟
برای مثال در کمان زیر به تعداد کمی ساپورت نیاز هست که اگر در جای درست قرار بگیرند قطعه به خوبی ساخته می شود.

در مثال شکل زیر یک گوی در داخل یک مکعب قرارگرفته که برای چاپ آن به تعداد زیادی ساپورت نیاز داریم، بیرون آوردن این ساپورت ها بسیار مشکل خواهد بود،باید از سوزن و انبور کوچک استفاده کنیم که تا حد امکان از آسیب رسیدن به قطعه اصلی جلوگیری کنیم.صیقل کردن و سنباده زدن قسمت هایی که ساپورت ها قرار داشته اند نیز کار آسانی نیست.

بدون استفاده از ساپورت نمی توان این قطعه را با FDM چاپ کرد.در این مورد خاص علاوه بر افزایش هزینه و زمان پرینت، فیلامنت اضافه نیز مورد نیاز است.
انواع ساپورت در FDM
دو نوع ساپورت در FDM وجود دارد نوع اول و رایج تر آن نوع شبکه ای است که سازگاری بیشتری نیز با FDM دارد.نوع دوم به ساپورت درختی موسوم است که کمتر مورد توجه کاربران FDM است با این حال ساپورت های درختی بخاطر ارتباط کمی که با سطح قطعه دارند سطوح بهتری بدست می دهند.اوپراتور چاپگر بر اساس طرح سه بعدی و با در نظر گرفتن ظرافت های آن نوع ساپورت را انتخاب می کند.

ساپورت های حل شونده
در چاپگرهای دقیق با دو هد چاپ می توان از مواد قابل حل جهت ساخت ساپورت ها استفاده کرد.این مواد به راحتی از قطعه اصلی جدا نمی شوند اما می توان با استفاده از یک حلال که بر روی قطعه اصلی بی تاثیر است وفقط مواد ساپورت را در خود حل می کند ساپورت ها را به کلی شست.این روش سطوح بهتری را بدست می دهد اما می تواند کمی گران و وقت گیر باشد.