پرینتر سه بعدی EBM
پرینتر سه بعدی EBM
پرینت سه بعدی EBM بدون محدودیت، پتانسیل ساخت و تولید اشیاء و سازه های کاربردی صنعتی را از انواع فلزات خاص یا آلیاژی ترکیبی دارد. EBM مخفف Electron Beam Melting به معنای جوش تابش الکترونی ( جوش الکترونی فلز ) است.
این پرینتر با هدف تسهیل ( رفع معایب ) فرآیند تولید مدلهای سه بعدی که از طریق روشهای DMLS، SLM و SLS تولید میشوند، طراحی شده است.
هدف از بکارگیری این تکنولوژی ساخت قطعات فلزی از انواع آلیاژهای مختلف و سوپر آلیاژ، ساخت قطعات فلزی فوق دقیق و پیچیده و نیز تولید قطعاتی فلزی با دانسیته فوق عالی است.
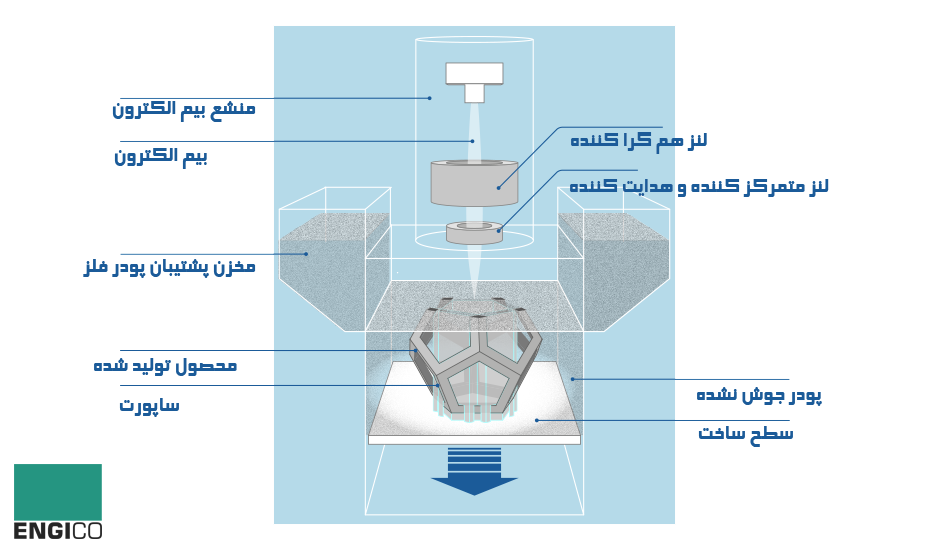
ذوب با تابش بیم الکترونی (EBM)
1- نحوه انجام مراحل
یک لایه بسیار نازک از پودر توسط بیم الکترون در تقاط دخواه به یکدیگر جوش داده می شوند . و سپس یک لایه بسیار نازک دیگر روی آن قرار می گیرد ، این عمل آنقدر ادامه پیدا می کند تا کل قطعه در محفظه پودرها ساخته شود.
2- مزایا و معایب این تکنیک چاپ
این تکنولوژی می تواند قطعاتی از جنس فلزات استاندارد با دقت و چگالی بالایی توسط بیم الکترون تولید نماید . با این حال اینکه نمی توانیم از فلز دلخواه در این تکنیک استفاده نماییم ، و همچنین فلزاتی قابلیت کار با این تکنیک را دارا می باشند محدودند. از دیگر مشکلاتی که با این روش با ان مواجه هستیم سرعت کم چاپ و همچنین قیمت بالای قطاعات چاپ شده می باشد.
در مقایسه با ورش های سنتی ساخت قطعه ، قطعاتی که با این تکنیک چاپ می شوند از چگالی بالاتر (بالای 99 درصد) و کیفیت مکانیکی بالاتری برخوردار هستند.
در مقایسه با چاپ با استفاده از لیزر ، قطعاتی که با این روش چاپ می شوند ، استرس گرمایی کمتری را تجربه می کنند و به همین علت به سازه های ساپورت کمتری نسبت به فلز نیازمندند. در نتیجه چاپ با تکنیک EBM به زمان کمتری نسبت به چاپ با استفاده لیزر نیازمند می باشد.
قطعاتی که با این تکنیک چاپ می شوند معمولا به عملیات زیادی در مرحله پس پردازش (این عملیات پس از اتمام چاپ قطعه مورد نظر شروع می شود و هدف آن بیشتر تمیز کاری و حذف بخش های اضافی قطعه می باشد.) نیازمند ، در مقایسه با تکنیک لیزر قطعات بدست آمده از کیفیت سطح خوبی برخوردار نیستند.
3- زمینه های کاربردی
- ساخت قطعات کوچک
- نمونه سازی محصول
- ساخت سازه های ساپورت
توضیحات پیشرفته تر از دانش EBM 3D
تکنولوژی EBM چگونه کار میکند؟
سیستم پرینتر سه بعدی EBM، فایلهای سه بعدی کامپیوتری که از طریق نرم افزارهای CAD طراحی و تولید شده باشند را دریافت کرده و آنها را به اشیائی از فلزات خالص یا فلزات آلیاژی تبدیل میکند.
تکنولوژیEBM نوعی از تکنولوژی است که به واسطه پرتاب الکترون عمل میکند، بدین گونه که الکترونهای منتشر شده از کاتود EG به واسطه عدسی های الکترو مغناطیسی به سوی هدف نشانه گیری شده و بر روی سطح پودر فلز ( هر نوع فلز ) متمرکز میشوند. بدینگونه انرژی بالای الکترونها موجب ذوب ذرات پودر فلز میشود.
جوشکاری الکترونی برترین روش جوشکاری در جهان شناخته شده است، از این رو این روش برترین روش جوشکاری در خلاء و چاپ سه بعدی و تولید اشیاء فلزی از فایلهای CAD است.
پرتاب الکترون در این فن آوری با بهره گیری از تفنگ الکترونی گسیل میدانی ( FEG ) انجام می گردد که همانطور که اشاره شد موجب ذوب و پودر فلز میگردد.
تفنگ الکترونی گسیل میدانی ( FEG ) چیست؟
تفنگ الکترونی گسیل میدانی (FEG ) بر اساس پدیده تونلی (تونل زنی) کار میکند.
نخستین اطلاعات علمی در رابطه با پدیده تونلی، توسط دانشمندی به نام وود در سال ۱۸۹۷ میلادی کشف گردید.
تقریباً ۸۰ سال پس از کشف پدیده مذکور، ساخت و تولید تجاری تفنگهایی که در آنها از آثار پدیده تونلی استفاده میشد، آغاز گردید.
این کار در نتیجه تحقیقات گسترده دانشمندانی چون کرو، اگنبرگر، وال و ولتر در سال ۱۹۶۸ انجام شد.
پیش از آن، در سال ۱۹۵۴ دانشمندی به نام هیبی توانست با ترکیب فرآیند گسیل گرمایونی و تونلی در یک سیم نوک تیز تنگستنی، امکان تولید الکترون با روشنایی مناسب را بدست آورد. در همان سال بود که دو دانشمند دیگر، تولید الکترون به وسیله پدیده تونلی را به تنهایی، آزمایش کردند اما مشکلات کار سیستمهای مورد استفاده در تولید الکترون به روشهای فوق، خصوصاً خلاء بسیار بالای مورد نیاز آنها، منجر به تاخیرهای طولانی و پیشرفت کند این تفنگها شد.
اما امروزه این مشکل برای سیستمهای EBM محدودیت نیست و خلاء مورد نیاز برای کار سیستم توسط پمپ های خلاء موجود در بازار تولید می شود.
از نظر ساخت و جزئیات فنی، تفنگ الکترونی تکنولوژی ساخت ساده ای دارد اما مواد استفاده شده در کاتود، آلیاژی خاص و مقاوم به دما است. البته، تفنگهای الکترونی از فیلامنت های مختلفی تغذیه می کنند که هر نوع فیلامنت یک عمر مفید داشته و نسبت به خلاء ایجاد شده طول عمر متفاوتی از خود نشان می دهند (برای مثال در خلاء 01/0 پاسکال، طول عمر فیلامنت تنگستن 100 ساعت است).
نوع معمولی این تفنگ ها از فیلامنت تنگستن استفاده می کنند. فیلامنت قطری معادل 1/0 میلی متر دارد. قسمت اصلی تفنگ یعنی منبع انتشار الکترونی را بخش EBC یا FEG می نامند. الکترون های منتشر شده با خارج شدن از این بخش توسط عدسی های الکترومغناطیسی منظم، متمرکز و هدایت می شوند، بدینگونه که به ترتیب از عدسی های زیر عبور می کنند:
عدسی اول را لنز آستیگماتیگ می نامند، این بخش الکترون های منتشر شده را منظم می کند.
عدسی دوم را عدسی متمرکز کننده می نامند که برای متمرکز کردن الکترونهای منتشر شده استفاده می شود و قابل تنظیم است.
بخش سوم عدسی هدایتگر نام دارد که برای هدایت و انتشار الکترون ها در دو جهت در راستای محورهای X و Y مورد استفاده قرار می گیرد.
مزایای استفاده از پرینتر سه بعدی EBM
می دانیم که سیستم های لیزری هر یک در یک محدوده فرکانس مشخصی پرتودهی می کنند، به همین دلیل زمانی که نیازمند جوشکاری بر فلزات هستیم بهترین انتخاب، لیزر ND YAG دیود است و زمانی که نیاز باشد بر پلیمرها و شیشه کار کنیم بهترین انتخاب، استفاده از لیزر CO2 دیود است. در غیره این صورت محصول تولید شده دانسیته قابل قبولی نخواهد داشت زیرا پرتوها دچار انعکاس شده اند و انرژی خود را به درستی به سطح کار انتقال نداده اند؛
اما در تکنولوژی EBM تمام مواد از هر جنس و هر نوع که باشند با بالاترین دقت ممکن (100 میکرومتر) و بالاترین دانسیته، با انرژی تولید شده توسط الکترون ها جوشکاری می شوند.
می دانیم که قطر تمرکز پرتو در سیستم های لیزر محدودیت هایی دارد اما در تکنولوژی EBM با تغییر جریان و ولتاژ در عدسی های الکترومغناطیسی تمرکز قابل کنترل است زیرا که عدسی های الکترومغناطیسی متغیر هستند.
تکنولوژی EBM یکی از روش های تولید افزایشی قطعات فلزی و از روش های به روزی است که ناسا و ایرباس از آن حمایت می کنند. ناسا برای ساخت راکت ها از این تکنیک استفاده می کند و ایرباس در ساخت برخی قطعات هواپیماها.
در حال حاضر این فناوری برای ارتوپدی و ایمپلنت، نیز بسیار کاربردی است. به طور پیوسته برای تولید اجزای مهم در صنایع مختلف، تکنولوژی EBM مطرح است. این تکنولوژی در مسیر توسعه ساخت افزایشی پیشرو و موفق بوده، چرا که با این روش، تولیدی مقرون به صرفه و قوی برای طیف گسترده ای از انواع آلیاژها برای کاربران فراهم شده است.
این تکنولوژی گواهی پاک تولید شدن محصول را از FDA جهانی دارد. تست جهانی xtensive تائید نموده است که مواد مصرفی در تکنولوژی EBM و محصولات ساخته شده از این روش تمام استانداردهای مربوطه را با توجه به ترکیب شیمیایی خواص مکانیکی (استاتیک و نیز خستگی) و ریزساختار را در برآورد نتیجه تست داشته است.
از مزایای دیگر ساخت با تکنولوژی پرینت سه بعدی که با بقیه روش های پرینت سه بعدی نیز اشتراک دارد موارد زیر می باشد:
سفارشی نمودن: چاپگر سه بعدی قابلیت ساخت هر قطعه و با هر مشخصه ای که مدنظر مشتری باشد را بدون نیاز به هزینه ی اضافی برای فرایند های تولید دارد.
پیچیدگی: با این وسیله ، پیچیدگی قطعه برای ساخت، معنا و مفهوم خود را از دست می دهد. بسیاری از قطعاتی که در روشهای سنتی ساخت و تولید با مشکلات عدیده ای روبرو بودند در این روش فقط با یک کلیک کامپیوتری ساخته و فراهم می شوند.
ابزار کمتر: یکی از مشکلات اساسی در فرایند تولید این است که یک قطعه ممکن از تعداد زیادی قطعه ی کوچکتر تشکیل شده باشد. این قضیه مشکلات و هزینه های زیادی را برای فرایندهای تولید ایجاد می کند. از آنجاییکه چاپگر سه بعدی قطعه را بصورت یکپارچه می سازد بنابراین تعداد این قطعات و اجزاء تشکیل دهنده ی هر قطعه به کمترین حد ممکن می رسد.
سازگاری با محیط زیست: در روشهای ساخت و تولید برشی که برای تولید قطعه می بایست از قسمتهای مختلف آن تراشید بطوریکه در بعضی از موارد تا بیش از 90% مواد اولیه به زباله و پسماند تبدیل می شود؛ در حالیکه این تکنولوژی بخاطر نحوه ی تولید و استفاده ی بیش از 90% مواد اولیه و همچنین تولید کمترین پسماند، بیشترین سازگاری را با محیط زیست دارد.
جزئیات فنی روش پرینتر سه بعدی EBM
روند کار تکنولوژی EBM برخلاف تکنولوژی های مشابه دیگر برای چاپ فلز مانند DMLS، SLM و SLS نیست، چرا که از پرتوی لیزر برای ذوب و جوش پودر فلز استفاده نمی کند.
در تکنولوژی EBM، بجای استفاده از پرتو های لیزر با فوتون های پرانرژی و متمرکز کردن فوتون ها با عدسی های شفاف و هدایت پرتوها با استفاده از آینه هایی در راستای محورهای X و Y، از یک منبع تولید الکترونی و چند عدسی الکترومغناطیسی استفاده می شود.
در این روش برای متمرکز کردن الکترونها از یک عدسی الکترومغناطیسی و برای هدایت و جهت دهی از دو عدد عدسی عبوری الکترومغناطیسی دیگر استفاده می شود، این سه عدسی با استفاده از یک سیستم الکترونیکی با تغییرات ولتاژ کنترل می شوند.
عدسی های جهت دهی الکترون های متمرکز شده را در دو جهت (در راستای محور X و Y) به سوی هدف هدایت می کنند. با سوئیچ شدن کلید شتاب دهنده الکترونی اختلاف پتانسیل چند کیلو ولتی بر روی کاتودها و آنودها، الکترونها را از منشأ کاتودها که یک فیلامنت از جنس تنگستنی با قطر 1/0 میلی متر است به سمت آنودها می کشاند.
آنودها از دیسک های سوراخ دار ساخته شده اند. اختلاف پتانسیل میان کاتودها و آنودها 30.000 ولت است که توسط منبع ولتاژ بالا تولید شده و از طریق سویچر (CEG کنترلر الکترون گان) قطع، وصل و کنترل می شود.
توجه: CEG بخشهایی چون عدسی متمرکز کننده الکترون و عدسی هدی هدایتگر را نیز کنترل می¬کند.
با ایجاد اختلاف پتانسیل میان کاتود و آنود درون بخشEBC یا FEG الکترونها شتاب داده می¬شوند و از فیلامنت تنگستن همان کاتود به سوی آند شتاب می گیرند. بدین ترتیب الکترون ها از آنودها عبور می کنند و از بخش EBC خارج شده و با عبور از عدسی های پایین و داخل تفنگ به سوی هدف هدایت و متمرکز می شوند. هدف، سطح پودر فلز است که بر روی سکوی ساخت قطعه پخش شده اند.
با برخورد امواج الکترونی به پودر فلز پخش شده بر روی سکو، ذرات فلز به هم جوش خورده و تشکیل یک بخش صلب می دهند. با ادامه حرکت و هدایت امواج الکترونی بر روی سطح، یک لایه از فلز صلب شده مطابق با اطلاعات آن لایه ساخته می شود؛ در ادامه با همین روش لایه های متعدد بر روی هم جوش می شوند.
توجه: ضخامت لایه انتخابی می¬تواند از 080/0 تا 2/0میلیمتر باشد. بسته به دانه بندی پودر فلز و تنظیماتی که در بخش برش قطعه مجازی در نرم افزار مجیکس انجام گرفته است، ضخامت لایه ها و دقت چاپ مشخص می شود.
فرآیند پخش شدن پودر بر روی سکوی ساخت با استفاده از دو مخزن پودر ریز و یک تیغه رخ می دهد.
توجه: تمام بخشهای اصلی تفنگ الکترونی، سکوی ساخت و مخزن های پودر ریز همه درون یک اتاق قرار دارند. به این اتاقک، محفظه خلاء گفته می شود. این اتاقک در زمان شروع چاپ باید از هر نوع گاز خالی باشد، از این رو از یک مکنده هوا (یا اصطلاحاً وکیوم پمپ) برای تخلیه گازهای درون اتاقک استفاده می¬شود تا اتاقک از گازهای اکسید کننده خالی باشد.
نکته: تکنولوژ یEBM بر خلاف تکنولوژی DMLS، SLM و SLS در زمان عملکرد نیاز به گازهای عایق، گازهای نجیب مانند نیتروژن یا آرگون، ندارد؛ در نتیجه در این روش نیازی به تجهیزات تولید گاز و تصفیه گاز نیتروژن از گازهای دیگر وجود ندارد.
بنابراین چون در محفظه خلاء (اتاق کار) هیچ گازی وجود ندارد در نتیجه با عملیات جوشکاری هیچ آلودگی نیز حاصل نمی شود.
تکنولوژی EBM از طریق جوشکاری ذرات پودر فلز عمل می کند و می تواند از هر پودر فلزی برای تولید محصول استفاده کند. پس برای هر نوع فلز باید توان خاصی از تفنگ الکترونی را به کار ببندد.
نرم افزار این سیستم تنظیمات مرتبط با توان سرعت چاپ را در پروفایل هایی، به صورت از پیش آماده، دارد که مرتبط با آلیاژهای پیشنهادی است.
اگر کاربر قصد تولید محصول با آلیاژی متفاوت را دارد باید یک پروفایل جدید را برای آلیاژ سفارشی خود به دستگاه بدهد. مشخصه های دریافتی نرم افزار از کاربر، سرعت چاپ، قدرت پرتو و تمرکز پرتو است.
پرینتر سه بعدی EBM از چه قسمتهایی تشکیل شده است؟
الف –الکترون گان: تفنگ الکترونی دستگاه است که پرتوهای الکترونی را برای عملیات جوشکاری تولید، متمرکز و هدایت می کند.
ب- کنترلر الکترون گان: کنترلر تفنگ الکترونی بخشی متشکل از مدارات الکترونیکی است که ولتاژ تغذیه تفنگ برای تولید پرتوی های الکترونی و نیز ولتاژهای تغذیه هر سه لنز الکترومغناطیسی را تولید می کند.
کنترلر تفنگ الکترونی یک ورودی TTL از کنترلر نصب شده بر روی سیستم برای روشنی و خاموشی پرتوی الکترون دارد. همچنین، سه عدد ورودی آنالوگ دارد که از هر کدام به ترتیب برای:
1- کنترل تمرکز پرتو الکترونی (لنز محور Z نیز نام دارد)
2- هدایت پرتو الکترونی در راستای محور X
3- هدایت پرتو الکترونی در راستای محور Y استفاده می شوند.
پ- مکانیک دستگاه: بخش مکانیک دستگاه از مکانیزم محور Z دستگاه (همان مکانیزم سکوی ساخت است که سکوی ساخت را در راستای محور Z حرکت می دهد)، سکوی ساخت ، جعبه سکوی ساخت (بخشی از دیواره است که دور سکوی ساخت نصب شده است)، تیغه پودر پخش کن، دو عدد مخزن پودر فلز و یا پودر ریز تشکیل شده است.
در سه بخش مکانیکی دستگاه از موتورهای دقیق سروو 400 وات استفاده می شود. برای مثال مکانیزم محور Z دارای یک موتور سروو است. مکانیزم تیغه پودر پخش کن نیز دارای موتور سروو است، مخازن پودر فلز نیز هر کدام دارای یک موتور فوق دقیق سروو هستند.
ت- کنترل مکانیک: کنترل مکانیک دستگاه بخشی است که از مدارات درایور تشکیل شده است. مدارات درایور برای حرکت موتورها و موقعیت یابی موتورها استفاده می شوند.
هر موتور یک درایور مجزا دارد که از کارت کنترلر اصلی نصب شده درون کامپیوتر اصلی فرمان حرکت می گیرند.
فرمانهای حرکتی درایورها می-تواند به صورت دستورات یا سیگنالهای حرکتی باشند.
نکته: دستورات به حرکت و مقدار حرکت اشاره دارند، برای مثال موتور A به مقدار چند پالس حرکت کند. دستورات باید بر طبق ضریب مکانیکی چرخ دندهها و غیره محاسبه شوند.
نکته: سیگنالهای حرکتی، پالس های هدایت موتور جهت حرکت و تعداد پالس برای حرکت را شامل می شوند که برای هر پالس باید جهت چرخش نیز مشخص شود. درایور با هر بار دریافت پالس، موتور را به میزان همان پالس می گرداند و منتظر پالس بعدی می ماند؛
برای مثال یک درایور سروو معمولاً 25000 پالس را برای یک دور چرخش شافت موتور در نظر می گیرد، پس هر پالس مساوی با 25000 تقسیم بر 360 درجه است. بیشترین سرعت دریافت سیگنال KH 300 است.
نکته: بعضی از درایورها قابلیت تغییر ضریب پالس بر واحد دور را دارند و برخی دیگر خیر.
نکته: بخش نرمافزار سیستم با استفاده از یک ضریب پالسی قادر است موتورها را کالیبره کند و یا با استفاده از پروتکل های RS232 یا RS485 با انواع درایورها، سروو و استپر ارتباط برقرار کند.
ج- کامپیوتر دستگاه: کامپیوتر دستگاه بخشی است که از یک PC تشکیل شده و نرم افزار کنترل دستگاه بر روی این PC نصب می شود.
این کامپیوتر به صورت بهنگام با دستگاه در ارتباط است. این نرمافزار در زمان ارسال دستور چاپ، هندسه اشکال در لایه ها را آنالیز، محاسبه و به فرامین دستوری برای ماشین تبدیل نموده و در یک نسخه متنی (به زبان ماشین) در خود ذخیره می کند.
نرمافزار در زمان چاپ، فرامین ذخیره شده متنی را برای کنترلر می خواند و در پایان هر فرمان، صحت اجرای آن را چک می کند و سپس به سراغ ارسال فرمان بعدی می رود.
چ- کارت کنترلر: کارت کنترلر یک کارت کنترل از نوع PCI است که بر روی درگاه PCI کامپیوتر دستگاه نصب شده است.
این بخش از دستگاه با تمام بخش های دستگاه ارتباط دارد و دستورات کاری خود را از نرمافزار اصلی دریافت می کند.
نرمافزار در هر مرحله یک دستور برای کنترلر ارسال می کند و تا پایان آن منتظر می ماند.
پس از صحت اجرای دستور، دستور بعدی را به کنترلر می فرستد.
کارت کنترلر از طریق سیگنال های TTL و یا آنالوگ با تمام بخشهای سخت افزاری در ارتباط است؛ از سیگنال های TTL برای کنترل درایور موتورها و از سیگنال های آنالوگ برای کنترلر تفنگ الکترونی و هدایت پرتوهای الکترونی استفاده می کند.
نکته: یکی ار نکات قابل توجه این است که چرا از کارت کنترلر PCI استفاده شده است؟ دلیل آن این است که این نوع کارتها با RATE FSB مادربرد کامپیوتر کار می کنند؛
برای مثال یک مادربرد معمولی امروزه با سرعتی معادل MHZ 800 کار می کند، بنابراین کارت کنترل نیز با این سرعت داده ها را ارسال و از روی درگاه های ورودی می خواند.
خ- بخش منابع تغذیه: این بخش منابع تغذیه برای تامین جریان و ولتاژ مصرفی درایور موتورها، مدار کنترلر و مدار درایور FEG را تامین می کند.
د- بخش پمپ خلاء: این بخش از یک موتور AC تک فاز و یک پمپ خلاء پیستونی تشکیل شده است.
پمپ خلاء وظیفه دارد اتاقک کار (محفظه خلاء) را از گاز تخلیه کند زیرا تفنگ الکترونی فقط در خلاء مشخصی قادر به کار است.
این مقدار خلاء از طرف تولید کننده تفنگ در اطلاعات محصول بیان شده است. برای یک تفنگ الکترونی نشر میدان باید در محدوده torr 11-10 باشد.
اجزاء مکانیکی دستگاه: تیغه پودر پخش کن، پودر ریز، اتاقک خلاء، بخش زیر اتاقک خلاء و شاسی اصلی.
مواد مصرفی در تکنولوژی پرینت سه بعدی EBM
به صورت کلی این پودرهای پیشنهادی توسط کمپانی تولیدکننده دستگاه های EBM در دنیا ارائه می شوند.
در انجیکو نیز پودرهای آلیاژی زیر جهت خریداران محترم این محصول پیشنهاد میشود:
تیتانیوم Ti6Al4V، تیتانیوم Ti6Al4V ELI، تیتانیوم درجه 2، کبالت کروم F75 ASTM.
از پودرهای پیشنهادی می توان برای تولید محصولاتی با اطمینان استفاده کرد. هر پودر پیشنهادی یک آلیاژ مشخص است که از ترکیب چند فلز دیگر تولید شده است.
از توضیحات مرتبط با پودرهای پیشنهادی می توان از درصد ترکیبات شیمیایی و اطلاعات مکانیکی آن آلیاژ مطلع شد.
کاربرد های تکنولوژی پرینت سه بعدی EBM
چاپگر سهبعدی با تکنولوژی EBM در زمینه های زیر کاربرد دارد:
1- صنایع نظامی:
صنایع نظامی دقیق و دارای قطعات پیچیده اند. این ویژگی ها پرینتر سهبعدی را به یکی از دستگاه های اصلی مجموعه های تحقیقات و تولیدات نظامی تبدیل کرده است.
2- صنایع فضایی:
صنعت هوافضا یک بازار بزرگ و متنوع با برنامه های کاربردی برای EBM است. در واقع اقشاری همانند هواپیماهای تجاری و نظامی، کاربردهای فضایی، موشک ها و زیر سیستم های مختلف مانند موتور و لوازم جانبی آنها همه از کاربردهای سیستم EBM است.
ساخت قطعات دقیق از ملزومات صنایع فضایی است. اخیراً به گفته ناسا با ساخت راکت های یکپارچه به وسیله سازمان GPI برای هر پیشرانه موشک که قبلا از 1900 قطعه استفاده می شد فقط از سه قطعه کلی و یکپارچه استفاده شده است. بنا به توضیحات اضافه شده از سوی ناسا GPI اعلام داشته با تکنیک چاپگرهای سهبعدی EBM GPI قادر به ساخت پیشرانه های موشک سه تکه شده است که از نظر مصرف سوخت بهینه-تر، از نظر نیروی پیشرانش قوی تر و از نظر وزنی از نمونه های قبلی سبک تر هستند.
در ادامه، شرکت ایرباس نیز از یک فلز با ساختار بسیار سبک رونمایی کرده و اشاره داشته که این حجم از فلز 99% فضای خالی است و از طریق چاپگرهای سهبعدی فلز ساخته شده است.
ایرباس قصد دارد از فناوری های چاپ سهبعدی EBM در ساخت قطعات اصلی هواپیماهای خود استقبال کند.
3- خودرو:
صنایع خودروسازی نیاز به مدل سازی پیچیده دارد. با روش EBM می توان بخش های زیادی از اجزاء پیشرانه های دورن سوز را تولید و نمونه سازی اولیه کرد.
4- پزشکی:
قطعات بدن از جمله استخوان ها برای هر انسان متفاوت است.
امروزه توسط دستگاه های MRI نسخه های سهبعدی از جمجمه و استخوان ها نقشه برداری می شوند، پرینترهای EBM قادر به تولید قطعاتی چون استخوان های مصنوعی، از انواع آلیاژهای مختلف تیتانیوم و غیره هستند. در اینجا با استفاده از چاپگرهای EBM اسکلت بدن متناسب با هر عضو طراحی شده و مدلسازی می گردد.
این کاربرد پرینتر سهبعدی نیاز به دقت و امنیت بالا از دانسیته قطعه یا محصول تولید شده از نظر بهداشتی دارد.
تولید قطعات فلزی پاک از نقاط قوت تکنولوژی EBM نسبت به SLM DMLS است.
نمونه های چاپ شده با این تکنولوژی در دنیا توسط شرکت ARCOM
در حال حاضر انجیکو در حال ریسرچ فناوری فوق میباشد.

